










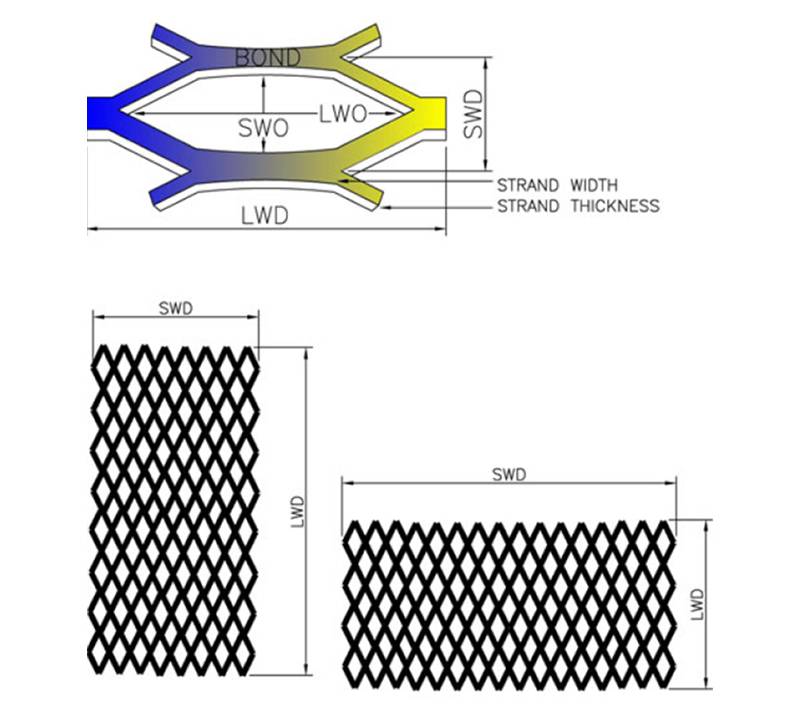
주요 용어 약어 레이블이있는 확장 된 금속 드로잉.
우리는 다음과 같은 형태로 확장 금속에 대한 약어 및 관련 설명을 나열하고 싶습니다.
| 용어 약어 | 설명 |
|---|---|
| SWD (짧은 방법 차원) |
한 피치 포인트 중심에서 다른 피치 포인트 중심까지의 짧은 다이아몬드 대각선의 길이. |
| LWD (긴 방법 차원) |
긴 다이아몬드의 길이는 한 피치 포인트 중심에서 다른 피치 포인트 중심까지 대각선입니다. |
| SWO (쇼트웨이 오프닝) |
짧은 다이아몬드 대각선의 길이. |
| LWO (롱 웨이 오프닝) |
긴 다이아몬드 대각선의 길이. |
| 본드 |
두 가닥의 단단한 교차점. |
| 피치 |
SWD의 또 다른 용어. |
| 스트랜드 폭 |
그는 메쉬를 생산하기 위해 상부와 하부 공구 사이에 길이가 공급되었습니다. T |
| 스트랜드 두께 |
팽창 할 금속의 두께. 또한 평평 한 후 재료의 두께이기도합니다. |
| 버 |
날카로운 모양이나 톱니 모양의 메쉬 안쪽의 가장자리. 부적절한 클리어런스 또는 마모 된 툴링이 발생합니다. |
| 위스커 |
메쉬 모양의 프롱처럼 보이는 확장 된 시트 또는 코일의 컷오프 가장자리. 넓은 클리어런스로 인해 제거는 확장 작업 센터에서 와이어 브러시 또는 파일로 수행됩니다. |
| 용어 약어 | 설명 |
|---|---|
| XM |
확장 작업 센터에서 나오는 원래 형태의 제기 또는 표준 자료. |
| FXM |
콜드 롤 환원 밀을 통해 표준 재료를 통과 (공급) 한 결과 전체 시트의 균일 한 두께를 생성하는 정의 된 사양으로 이동합니다. 재료는 공급 방향에 평행하게 연장되어 공급 방향으로 더 긴 시트를 생성하고 공급 방향과 반대되는 시트의 크기를 감소시킬 수 있다.
|
| 세미 플랫 |
콜드 롤 환원 밀을 통해 표준 재료를 통과 (공급) 한 결과 전체 시트의 두께가 균일하지 않은 정의 된 사양으로 생성되었습니다. 제품은 정의에 따라 평평하지 않고 표준과 평면 사이의 어딘가에 있습니다. |
| 터치 패스 |
콜드 롤 환원 밀을 통해 표준 재료를 통과 (공급) 하여 본드를 약간 떨어 뜨린 결과. |
| XS |
반바지, 확장 된 재료가 평평 해집니다. |
| SWM (짧은 방법 메쉬) |
시트 또는 코일의 SWO에 평행한 치수 (US/Metric) 크기. |
| LWM (먼 길 메쉬) |
시트 또는 코일의 SWO에 평행한 치수 (US/Metric) 크기. |
| 까마귀의 발 |
이는 부적절한 제조 및/또는 잘못된 원료 길이의 결과일 수 있다. 이들은 까마귀의 발을 닮은 열린 채권입니다. |
| 용어 약어 | 설명 |
|---|---|
| M/R (기계 실행) |
확장기에서 나올 때 확장 된 금속 메쉬 또는 보도 격자. |
| 무작위 전단 |
R/S, 확장 된 금속 메쉬 또는 보도 격자는 특정 요구 사항없이 전단되거나 정의 된 크기로 절단됩니다. 시트 크기는 엄격한 공차를 유지할 수 있습니다. 열린 메시가있을 가능성이 있습니다. |
| 본드 전단 |
B/S, 결합 또는 너클에서 정의 된 크기로 전단되거나 절단되는 확장 된 금속 메쉬 또는 통로 격자. 시트 크기는 M/R 프로세스 중에 결합이 떨어지는 위치에 따라 다릅니다. 닫힌 메쉬를 생산합니다. |
| 밸런스 본드 전단 |
BB/S, 많이 사용되지 않는 오래된 용어, 결합 또는 너클의 중심선을 따라 전단되거나 정의 된 크기로 절단되는 확장 된 금속 메쉬 또는 보도 격자. 시트 크기는 M/R 프로세스 중에 결합이 떨어지는 위치에 따라 다릅니다. 닫힌 균일 한 메시를 생성합니다. 이 프로세스는 M/R 확장을 통해 달성 할 수 있습니다. |
| 메쉬 블랭크 |
확장 된 완성 된 길이를 만들기 위해 팽창기에 공급되는 원료의 양. |
| 공백 |
메쉬 블랭크의 합된 총량 (들) 은 팽창기로 공급된다. |
| 홀드 다운 |
확장 과정에서 확장되지 않은 원료의 양. 이것을 최소한으로 유지하는 것이 중요합니다. 치수는 각 확장 작업 센터에 따라 다릅니다. |
| 드롭 |
보류를위한 또 다른 용어. |
| 트림 컷 |
팽창 공정 전에 원료를 제곱하는 데 사용되는 원료의 양. 시트 공급 작업에서 이것은 모든 새로운 시트에서 수행됩니다. 이를 4 스트로크로 유지해야합니다. |
| 라인 아웃 |
작업 순서가 시작되기 전에 사양을 마무리하는 작업 센터 설정을 확장하는 최종 프로세스. |
| 캠버 |
Side–edge 의 직선에서 가장 큰 편차. LWD와 평행하게 시트의 양쪽 끝을 만집니다. 확장 된 재료가 프레스에서 나올 때이 조건을 갖는 것은 당연합니다. |
| 광장에서 |
시트의 모서리에 90 도 각도가없는 상태도 SWM에 평행 한 직선 가장자리를 배치하여 측정됩니다. 이것은 또한 확장 된 재료가 프레스에서 나올 때이 조건을 갖는 것이 당연합니다. |
| 정리 |
상부 및 하부 공구 사이의 거리. 그것은 shims로 측정되며 확장 작업 센터와 확장되는 재료에 따라 다릅니다. |
| 툴링 |
확장 된 메쉬를 생산하는 데 사용되는 성형 및 절단 재료. 상부 툴링은 성형을하고 다양한 모양과 크기로 제공됩니다. 하부 툴링은 전단 역할을하는 평평한 표면입니다. 상단 도구는 가위처럼 하단 도구 앞을 통과하여 메쉬를 생성합니다. |

