










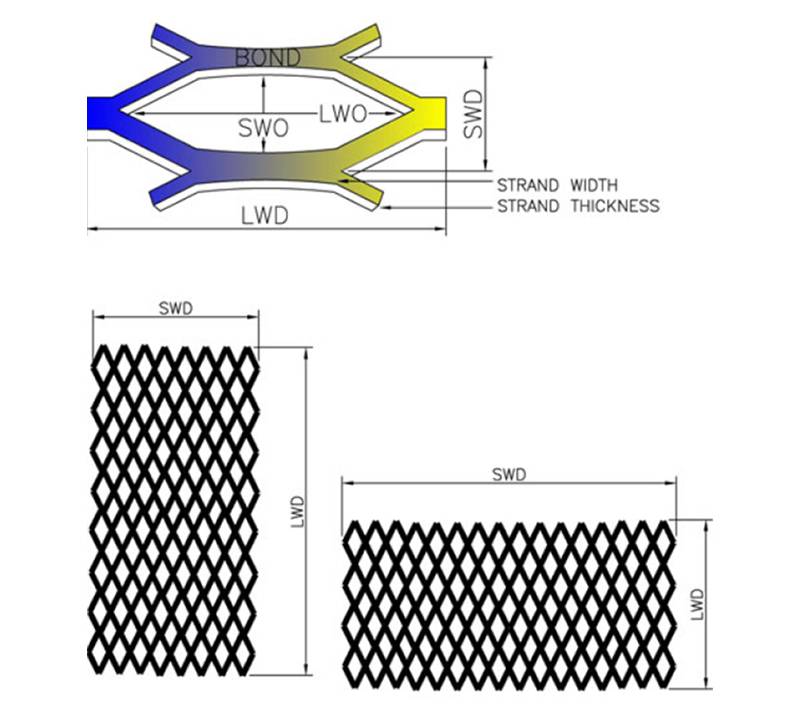
Dessin en métal déployé avec étiquette d'acronyme de terme principal.
Nous aimerions énumérer les abréviations et les explications connexes d'environ métal déployé sous une forme comme suit.
| Abréviation de terminologie | Explication |
|---|---|
| SWD (Dimension de manière courte) |
Longueur de la diagonale courte de diamant d'un centre de point de lancement à un autre centre de point de lancement. |
| LWD (Long Way Dimension) |
La longueur de la diagonale de diamant long d'un point de pitch centre à un autre point de pitch centre. |
| SWO (Ouverture courte voie) |
La longueur de la diagonale de diamant court. |
| LWO (Ouverture longue voie) |
La longueur de la diagonale de diamant long. |
| Bond |
L'intersection solide de deux brins. |
| Pitch |
Un autre terme pour SWD. |
| Largeur de brin |
Il longueur alimentée entre l'outillage supérieur et inférieur pour produire la maille. T |
| Épaisseur de brin |
Épaisseur du métal à expanser. C'est aussi l'épaisseur du matériau après aplatissement. |
| Burr |
Un bord à l'intérieur de la maille qui peut être pointu ou dentelé en apparence. Causé par un mauvais dégagement ou un outillage usé. |
| Moustaches |
Un bord à la coupe d'une feuille ou d'une bobine expansée qui ressemble à des broches en forme de maille. Causé par un dégagement large, le retrait est fait par la brosse métallique ou le dossier au centre de travail d'agrandissement. |
| Abréviation de terminologie | Explication |
|---|---|
| XM |
Matériel surélevé ou standard dans sa forme originale sortant du centre de travail d'agrandissement. |
| FXM |
Résultat du passage (alimentation) du matériau standard dans un laminoir réducteur à froid selon une spécification définie qui produit une épaisseur uniforme de la feuille entière. Le matériau s'allonge parallèlement à la direction d'avance créant une feuille plus longue dans la direction d'avance et peut réduire la taille de la feuille opposée à la direction d'avance.
|
| Semi-plat |
Le résultat du passage (alimentation) du matériau standard dans un laminoir réducteur à froid selon une spécification définie qui produit une épaisseur inférieure à uniforme de la feuille entière. Le produit n'est pas plat par définition, mais quelque part entre standard et plat. |
| Touch Pass |
Le résultat du passage (alimentation) du matériau standard à travers un laminoir à froid pour réduire légèrement le Bond. |
| XS |
Shorts, matière expansée à aplatir. |
| SWM (Maille courte de manière) |
La taille dimensionnelle (US/Métrique) parallèle à la SWO de la feuille ou de la bobine. |
| LWM (Longue maille de manière) |
La taille dimensionnelle (US/Métrique) parallèle à la SWO de la feuille ou de la bobine. |
| Pieds de corbeau |
Cela peut être dû à une mauvaise fabrication et/ou à une longueur de matière première incorrecte. Ce sont des liens ouverts qui ressemblent à une patte d'oie. |
| Abréviation de terminologie | Explication |
|---|---|
| M/R (Course à la machine) |
Maille métallique expansée ou caillebotis en sortie de l'expandeur. |
| Cisaillé aléatoire |
R/S, maille augmentée en métal ou grille de passage couvert qui est cisaillé ou coupé à une taille définie sans conditions spécifiques. La taille de feuille peut être tenue à la tolérance serrée. Probablement avoir des mailles ouvertes. |
| Bond cisaillé |
B/S, treillis métallique déployé ou caillebotis qui est cisaillé ou coupé à une taille définie sur la liaison ou l'articulation. La taille de la feuille dépend de l'endroit où la liaison tombe pendant le processus M/R. Produit des mailles fermées. |
| Cisaillement de lien d'équilibre |
BB/S, un terme plus ancien pas beaucoup utilisé, a augmenté la maille en métal ou la grille de passage couvert qui est cisaillée ou coupée à une taille définie le long d'une ligne centrale sur le lien ou le jointure. La taille de feuille dépend où le lien tombe pendant le processus de M/R. Produit des mailles uniformes fermées. Ce processus peut être réalisé grâce à une extension M/R. |
| Maille vierge |
La quantité de matière première étant introduite dans l'expanseur pour faire une longueur finie expansée. |
| Vierge |
La ou les quantités totales combinées des ébauches de maille étant introduites dans le détendeur. |
| Maintenez enfoncé |
La quantité de matière première non expansée pendant le processus d'expansion. Il est important de garder ceci à un minimum, la dimension varie pour chaque augmenter le centre de travail. |
| Goutte |
Un autre terme pour hold down. |
| Couper |
La quantité de matière première utilisée pour quadriller la matière première avant le processus d'expansion. Dans une opération d'avance de feuille, ceci est fait à chaque nouvelle feuille. Il est exigé ceci soit maintenu à quatre coups. |
| Line Out |
Processus final de la configuration du centre de travail élargi qui finalise les spécifications avant le début de l'ordre de travail. |
| Cambre |
La plus grande déviation d'un side–edge, à partir d'une ligne droite. Parallèle à la LWD, touchant les deux extrémités de la feuille. Il est naturel pour les matériaux expansés d'avoir cette condition car il sort de la presse. |
| Hors de Square |
La condition de ne pas avoir des angles de 90 degrés sur les coins de la feuille a également été mesurée en plaçant un bord droit, parallèle au SWM. Ceci est également naturel pour les matériaux expansés d'avoir cette condition car il sort de la presse. |
| Dégagement |
La distance entre l'outillage supérieur et inférieur. Elle est mesurée avec des cales et varie en fonction du centre de travail et du matériau dilatés. |
| Outillage |
Les matériaux de formage et de coupe utilisés pour produire des mailles expansées. L'outillage supérieur fait la formation et vient dans beaucoup de formes et de tailles. L'outillage inférieur est une surface plane qui agit comme un cisaillement. L'outil supérieur passe devant l'outil inférieur un peu comme des ciseaux pour produire un maillage. |

