










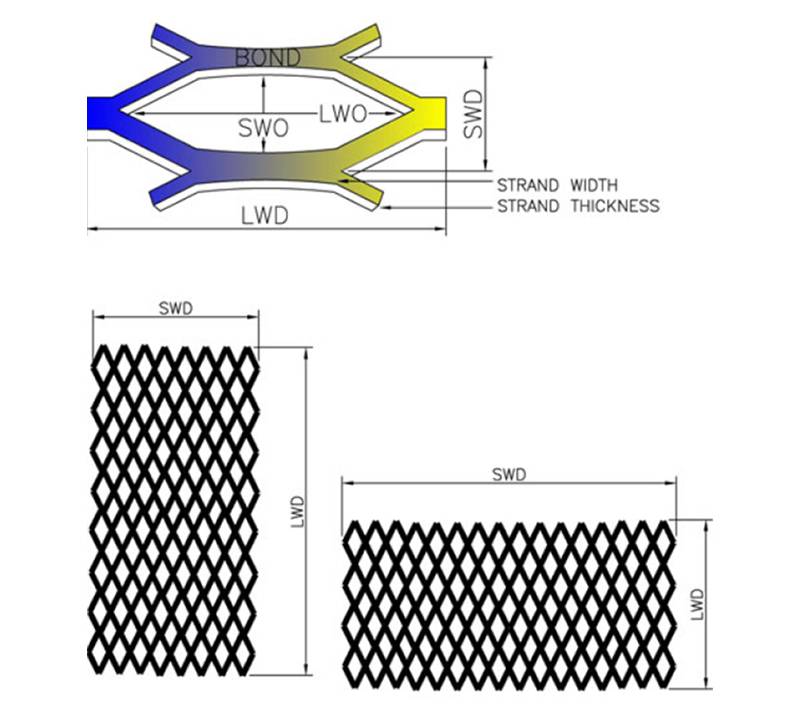
メイン用語の頭字語ラベルで拡大された金属図面。
次のように、発泡金属に関する略語と関連説明を次のような形でリストしたいと思います。
| 用語の省略 | 説明 |
|---|---|
| SWD (短い方法次元) |
あるピッチポイントの中心から別のピッチポイントの中心までの短いダイヤモンドの対角線の長さ。 |
| LWD (長い方法次元) |
あるピッチポイントの中心から別のピッチポイントの中心までの長いダイヤモンドの対角線の長さ。 |
| SWO (短い方法オープニング) |
短いダイヤモンドの斜めの長さ。 |
| LWO (ロングウェイオープニング) |
長いダイヤモンドの斜めの長さ。 |
| ボンド |
2つのストランドの固体交差点。 |
| ピッチ |
SWDの別の用語。 |
| ストランド幅 |
彼はメッシュを生成するために上部と下部のツーリングの間に供給された長さ。 T |
| ストランドの厚さ |
拡大する金属の厚さそれはまた平らにした後の材料の厚さです。 |
| バリ |
外観がシャープまたは鋸歯状である可能性があるメッシュの内側のエッジ。 不適切なクリアランスまたは摩耗した工具が原因です。 |
| ウィスカー |
メッシュの形をしたプロングのように見える拡張されたシートまたはコイルのカットオフのエッジ。 広いクリアランスが原因で、取り外しはワイヤーブラシまたは拡張ワークセンターのファイルによって行われます。 |
| 用語の省略 | 説明 |
|---|---|
| XM |
拡張ワークセンターから出てくる元の形の上げられたまたは標準的な材料。 |
| FXM |
標準材料をコールドロール還元ミルに通して、シート全体の均一な厚さを生成する定義された仕様にした結果。材料は、フィード方向に平行に伸びて、フィード方向に長いシートを作成し、フィード方向と反対のシートのサイズを小さくすることができる。
|
| セミフラット |
標準材料をコールドロール還元ミルに通して、シート全体の厚さが均一ではない定義された仕様にした結果。製品は定義上フラットではなく、標準とフラットの間のどこかにあります。 |
| タッチパス |
標準材料をコールドロール還元ミルに通してボンドをわずかにノックダウンした結果。 |
| XS |
ショーツ、平らにされるべき拡大された材料。 |
| SWM (短い方法メッシュ) |
シートまたはコイルのSWOに平行な寸法 (US/メトリック) サイズ。 |
| LWM (ロングウェイメッシュ) |
シートまたはコイルのSWOに平行な寸法 (US/メトリック) サイズ。 |
| カラスの足 |
これは、不適切な製造および/または誤った原材料の長さの結果である可能性があります。 これらはカラスの足に似たオープンボンドです。 |
| 用語の省略 | 説明 |
|---|---|
| M/R (マシンラン) |
エキスパンダーから外れるにつれて、拡張された金属メッシュまたは通路の格子。 |
| ランダムせん断 |
R/S、特定の要件なしに定義されたサイズにせん断または切断される拡張金属メッシュまたは通路の格子。 シートサイズは厳しい公差に保持することができます。 メッシュが開いている可能性があります。 |
| ボンドシアド |
B/S、ボンドまたはナックルで定義されたサイズにせん断または切断される拡張金属メッシュまたは通路格子。シートのサイズは、M/Rプロセス中に結合がどこに落ちるかによって異なります。 閉じたメッシュを生成します。 |
| バランスボンドせん断 |
BB/Sは、あまり使用されていない古い用語で、ボンドまたはナックルの中心線に沿って定義されたサイズにせん断またはカットされる拡張金属メッシュまたは通路格子です。シートのサイズは、M/Rプロセス中に結合がどこに落ちるかによって異なります。 閉じた均一なメッシュを生成します。このプロセスは、M/R拡張によって実現できます。 |
| メッシュブランク |
拡張された完成した長さを作るためにエキスパンダーに供給される原材料の量。 |
| 空白 |
エキスパンダーに供給されるメッシュブランクの合計総量。 |
| ホールドダウン |
膨張プロセス中に膨張しない原材料の量これを最小限に抑えることが重要です。寸法は各拡張ワークセンターで異なります。 |
| ドロップ |
押さえるための別の用語。 |
| トリムカット |
膨張プロセスの前に原材料を二乗するために使用される原材料の量。 シート送り操作では、これは新しいシートごとに行われ、これは4ストロークに保たれる必要があります。 |
| ラインアウト |
作業指示が始まる前に仕様を確定する作業センターのセットアップを拡張する最終プロセス。 |
| キャンバー |
直線からのサイド–edgeの最大偏差。 LWDと平行に、シートの両端に触れます。発泡材料は、プレスから外れるときにこの状態になるのは自然なことです。 |
| アウトオブスクエア |
シートの角に90度の角度がない状態も、SWMと平行にまっすぐなエッジを配置することによって測定されます。これは、発泡材料がプレスから外れるときにこの状態になるのも自然です。 |
| クリアランス |
上部と下部のツーリング間の距離。 シムで測定され、拡張ワークセンターと拡張される素材によって異なります。 |
| ツーリング |
発泡メッシュを生成するために使用される成形および切断材料。 アッパーツーリングは成形を行い、多くの形状とサイズがあります。 下部ツールは、せん断として機能する平らな表面です。 上部のツールは、ハサミのように下部のツールの前を通過してメッシュを生成します。 |

